
Classify the drafting systems used at the ring frame with example and explain a modern system
Drafting system can be broadly classified under two heads namely –
- Regular drafting system without apron. And
- Drafting system with apron.
The system with apron can again be classified into three groups –
- Single apron system.
- Double apron system. and
- Multiple apron system.
Example of regular drafting system without apron –
- Conventional three roller system.
- Improved system.
- H and B four rollers long draft system.
- 5 over 4 roller systems.
Example of single apron drafting system –
- Saco – Lowell. Both systems.
- Saco – Lowell. Shaw system.
- Saco – Lowell. Z system.
- Toenniessen system. and
- Versatex LS system.
Example of double apron drafting system –
- Casablancas double apron system.
- Casablancas “L” system with flexible bar.
- Saco – Lowell thread rollers duo-Roth system.
- SKF pendulum top arm weighting system. And
- Saco – Lowell 4 – roller Duo – Roth system.
Example of multiple Apron drafting system –
- Casablancas “N” system.
- Nittoh’s Semi-super high draft system.
- OM – S super high draft system.
OM – Super high draft system –
This system is specially designed to spin direct from drawing sliver using special size small sliver cans in place of usual roving bobbin in the creels as shown in the figure below fig. –
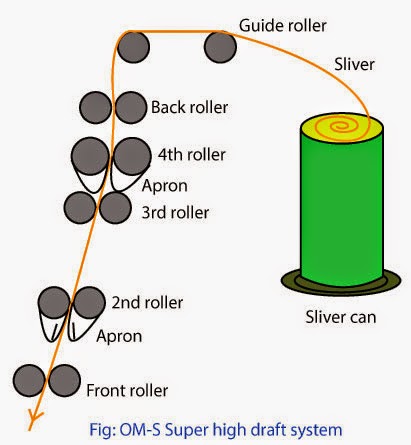
The back draft zone is in vertical position and the front zone is inclined position to 500. The rollers are spring weighted. In this system the back draft zone is equivalent to the draft of a sliver and the drafting arrangement resembles to that of the long draft sliver (Back, 4th and 3rd rollers). The front zone (3rd, 2nd, and front roller) resembles the ordinary Casablancas system.
It is claimed that, draft from 300 – 400 for count of 60s – 80s and 150 – 250 for count 20s – 40s can be obtained.

